English
English Chinese
Chinese
info@dagyee.com
+8613961861780

In industrial wastewater treatment and reclaimed water reuse systems, oxygenated air flotation (DAF) is the core process that replaces traditional sedimentation tanks. With its characteristics of small site aera, fast startup speed, and high removal rates for oils and light suspended solids, it is widely used in wastewater treatment scenarios in industries such as printing and dyeing, papermaking, food processing, chemical manufacturing, and slaughterhouse operations.
Many wastewater treatment stations often encounter issues such as fluctuating effluent quality, excessive suspended solids, decreased oil removal efficiency, and abnormal equipment noises and blockages during equipment operation. From a large amount of on-site operation experience, most of these problems are not caused by equipment quality defects, but rather due to improper daily operations, mismatched operating parameters, and inadequate regular maintenance. To ensure the long-term stable operation of the oxygenated air flotation equipment and reduce the probability of downtime and maintenance costs, meticulous daily management and standardized parameter control are of vital importance. This article, based on industry operation procedures and first-line on-site experience, comprehensively summarizes the standard operating parameters of DAF equipment, the cycle maintenance procedures, common fault problems, and solutions, providing operational personnel with practical reference that can be directly implemented.
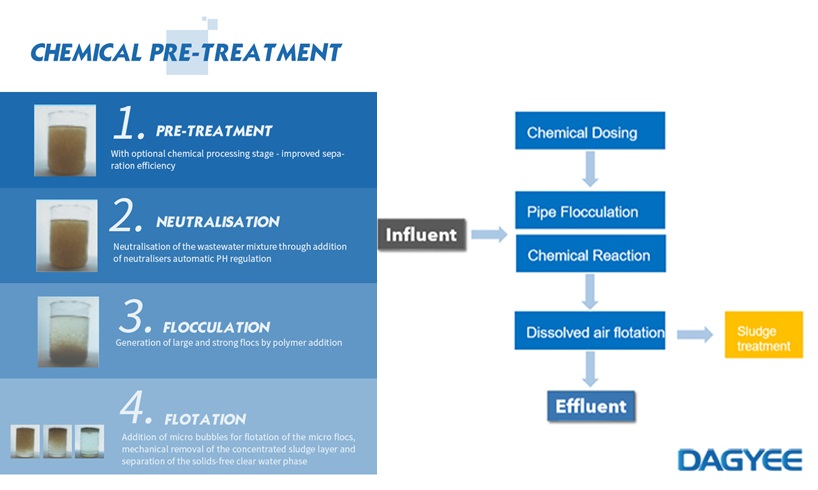
I. Core Operating Principles of the Oxygenated Air Flotation Equipment
The core logic of the oxygenated air flotation process is high-pressure dissolution, normal pressure release, bubble adsorption, and buoyancy separation. The equipment uses an air compressor to pressurize and force air into the returned wastewater, forming highly saturated dissolved air water. Then, through a dedicated release device, it instantly reduces pressure and releases a large number of micrometer-sized bubbles. These fine bubbles can firmly adsorb suspended particles, oils, and colloidal impurities in the water body, using buoyancy to lift the pollutants to the surface to form sludge, which is then automatically removed by the scraping system. The sludge flows steadily from the bottom and finally achieves the purpose of solid-liquid separation and water quality purification in the water body.
The entire equipment consists of three major parts: the dissolved air system, the release and water distribution system, and the mechanical sludge scraping system. Each module cooperates with each other and is indispensable. Any operational oversight in any part will directly affect the overall wastewater treatment effect, which is also the core control point of DAF equipment operation.
II. Comparison Table of Standard Operating Technical Parameters for DAF Equipment
The precise control of operating parameters is the key to determining the treatment effect of oxygenated air flotation. There are subtle differences in parameter standards under different water quality conditions. Blindly adjusting based on experience is likely to result in insufficient dissolved air, large bubbles, and poor flocculation effects. Combining industry technical specifications and various industrial wastewater operation cases, a set of general standard operating parameters has been compiled, suitable for the vast majority of wastewater treatment scenarios.
| Parameter | Standard Operating Range | Practical Application Function | Impact of Parameter Abnormalities |
|---|---|---|---|
| Dissolved Air Vessel Pressure | 0.30-0.50 MPa | Ensures full dissolution of air into water, forming high-density, high-stability dissolved air water | Low pressure: insufficient air dissolution, sparse and coarse bubbles; High pressure: increased energy consumption, accelerated wear on vessel and pipes |
| System Reflux Ratio | 20%-30% | Stabilizes air-water mixing ratio, ensures uniform bubble distribution in tank, adapts to various impurity treatment needs | Too low: insufficient total bubbles, significantly reduced removal efficiency; Too high: increased pump load, higher energy consumption |
| Dissolved Air Vessel Liquid Level Ratio | 50%-70% of vessel volume | Reserves sufficient gas space for dissolution, achieves full air-water mixing | Too high: no gas space, imbalanced air-water mixture; Too low: risk of pump running dry, severe pressure fluctuations |
| Effective Bubble Particle Size | 20-50 μm | Adapts to adsorption needs of fine suspended solids, oils, and colloids, improving solid-liquid separation precision | Too large: excessive buoyancy, unable to adsorb fine impurities, resulting in turbid effluent and SS exceeding standards |
| PAC/PAM Dosing Concentration | PAC: 50-150 mg/L; PAM: 1-5 mg/L | Promotes flocculation of fine impurities, forming dense flocs easily adsorbed by bubbles | Insufficient: loose flocs prone to disintegration; Excessive: chemical waste and secondary water pollution |
| Flotation Tank Hydraulic Retention Time | 15-30 min | Ensures sufficient bubble adsorption of impurities, completes stable solid-liquid separation process | Too short: incomplete separation; Too long: sludge may sink, causing secondary water pollution |
In actual operation and maintenance, there is no need to mechanically apply fixed parameters. For wastewater with high oil content and high concentration, the dissolved gas pressure and reflux ratio can be appropriately increased; in the pre-treatment scenario of low-concentration clear water, the parameters can be moderately reduced while ensuring the water quality meets the standards and saving operating costs.
III. Periodic Standardized Maintenance Process for Solvent Air Flocculation Equipment
Most of the faults in the solenoid air flocculation equipment fall into the category of "lack-of-care faults". By conducting periodic graded maintenance, the equipment failure rate can be effectively reduced, the service life of the equipment can be prolonged, and the water quality stability can be ensured over the long term. Based on on-site operation experience, the maintenance work can be divided into four dimensions: daily, weekly, monthly, and quarterly.

1. Daily operation inspection is the foundation for the stable operation of the equipment.
Before starting the machine every day, it is necessary to check the operating status of the return pump and air compressor one by one, and check for abnormal sounds, vibrations, water leakage, and air leakage; after starting the machine, monitor the pressure and liquid level changes in the air flotation tank, observe the bubble state, and under normal conditions, the bubbles should be uniform and fine, and appear milky white; at the same time, check whether the scraper machine is running smoothly, whether the scraper plate is in good contact, and make records of operation data and water quality to facilitate subsequent parameter optimization.
2. Weekly maintenance focuses on preventing blockages and removing impurities.
The release device is the most easily worn and most easily clogged core component of the DAF equipment. The sludge floccules and sediment impurities in the sewage are prone to block the micropores, directly damaging the solubilization effect. Every week, the release device needs to be disassembled, soaked in a 5% citric acid solution for cleaning, brush off the remaining impurities on the micropores, and rinse and reset with clean water; at the same time, clean the residual floating debris on the pool surface and the accumulated sludge at the bottom of the pool, clear the dosing pipeline, calibrate the pressure gauge and liquid level gauge, and avoid data deviations affecting the operation judgment.
3. Monthly deep maintenance focuses on mechanical components and energy consumption optimization.
Every month, clean and lubricate the scraper chain, bearings, and tracks of the scraper machine, adjust the tension of the chain to prevent the equipment from running off-balance or getting stuck; comprehensively inspect the sealing performance of the pipelines and tank interfaces, check for air leakage and water leakage hazards; clean the air intake filter of the air compressor to ensure smooth air intake; based on the monthly water quality and energy consumption data, optimize the dosage and operation parameters of the chemicals to reduce maintenance costs.
4. Quarterly comprehensive maintenance focuses on deep maintenance of the core system of the equipment.
Every quarter, drain the water in the air flotation tank, thoroughly clean the water scale, rust, and accumulated impurities inside the tank; test the operating conditions of the return pump and air compressor, replace worn and aged parts in time; check the uniformity of the water distribution system, adjust the operating status of the equipment; conduct a comprehensive inspection of the electrical control system, check for aging wires, poor contact, and other safety hazards, and ensure the long-term stable operation of the equipment.

IV. Comparison Table for Common Faults of DAF Equipment and Their Solutions

| Fault Symptom | Main Causes | Solutions & Preventive Measures |
|---|---|---|
| Low or Fluctuating Dissolved Air Pressure | Air compressor intake blockage; loose pipe seals causing air leakage; abnormal dissolved air vessel liquid level; unstable reflux pump flow | Clean air compressor filter element; repair leaking pipes and connections; calibrate vessel liquid level to standard range; clear pump impurities, stabilize inlet flow; regularly check seals |
| Coarse Bubbles / Poor Dissolved Air Effect | Clogged or aged/ failed release device; imbalanced operating parameters; insufficient air-water mixing | Regularly clean and replace release device; fine-tune dissolved air pressure and reflux ratio; pre-mix air and water to ensure saturation level meets requirements |
| Excessive SS / Oil Content in Effluent | Improper PAC/PAM dosage resulting in poor flocculation; excessive inlet flow causing insufficient retention time; untimely scum removal | Fine-tune chemical dosage based on real-time water quality; reduce inlet flow appropriately to extend retention time; increase skimmer operating frequency, remove surface scum promptly |
| Skimmer Jamming, Deviation, or Abnormal Noise | Unbalanced chain tension; dry bearings lacking lubrication; track deformation; foreign objects jamming equipment | Regularly lubricate transmission components; calibrate chain tension; clear track debris; correct deformed parts to avoid mechanical wear |
| Abnormally High Energy Consumption | Improper operating parameter settings; increased load due to blockages in pipes and pumps; aging or wear of core components | Optimize operating parameters according to water quality conditions; thoroughly clear blockages in pipes and equipment; regularly replace aged or worn components to reduce operating load |
V. Core Technical Parameters of DAF Super Dissolved Air Flotation Equipment
The following are the standardized technical parameters of the mainstream models in this series, which are suitable for small and medium-sized industrial wastewater treatment scenarios. They can be customized and adjusted according to the user's treatment water volume and water quality concentration, providing a precise basis for equipment selection and scheme design.
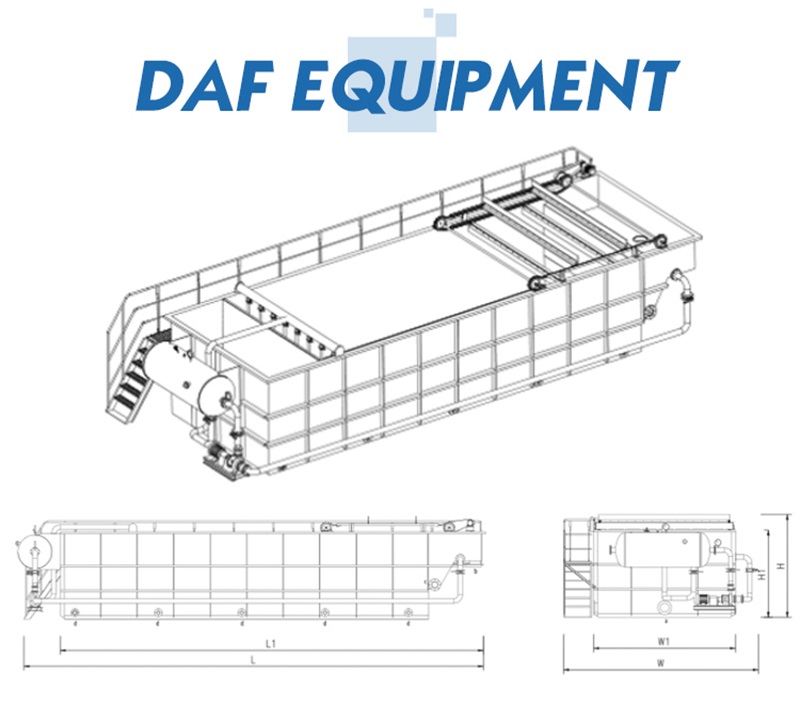
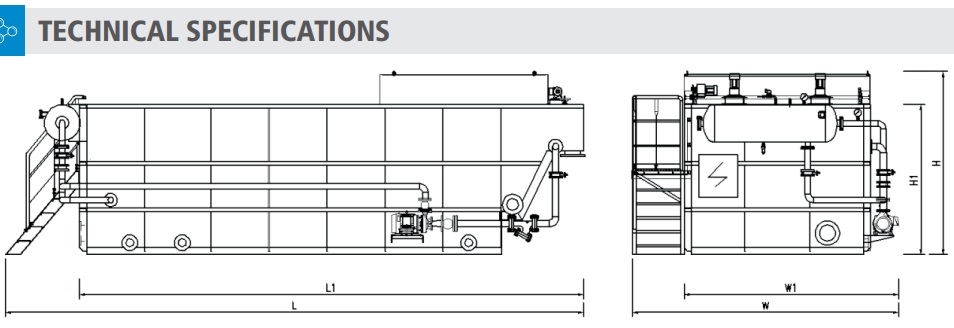
| DAF Model | Qmax (m³/h) | Inlet (DN) | Outlet (DN) | Sludge (DN) | Vent (DN) | L/L1 (m) | W/W1 (m) | H/H1 (m) |
|---|---|---|---|---|---|---|---|---|
| DAF-002 | 2 | DN50 | DN50 | DN100 | DN100 | 3.4/2.5 | 3.4/1.2 | 2.2/1.7 |
| DAF-003 | 3 | DN50 | DN50 | DN100 | DN100 | 3.7/2.8 | 2.4/1.2 | 2.2/1.7 |
| DAF-005 | 5 | DN80 | DN80 | DN100 | DN100 | 4/3 | 2.4/1.2 | 2.2/1.7 |
| DAF-010 | 10 | DN100 | DN100 | DN100 | DN100 | 4.6/3.8 | 2.7/1.4 | 2.4/1.9 |
| DAF-015 | 15 | DN125 | DN100 | DN150 | DN150 | 5.6/4.5 | 2.9/1.7 | 2.5/2 |
| DAF-020 | 20 | DN150 | DN150 | DN150 | DN150 | 5.9/4.8 | 3.2/2 | 2.5/2 |
| DAF-030 | 30 | DN150 | DN150 | DN150 | DN150 | 6.8/5.5 | 3.2/2.2 | 2.7/2.2 |
| DAF-040 | 40 | DN200 | DN150 | DN150 | DN150 | 8/6.7 | 3.6/2.6 | 2.7/2.2 |
| DAF-050 | 50 | DN200 | DN150 | DN150 | DN150 | 8.4/7 | 3.6/2.6 | 2.7/2.2 |
| DAF-060 | 60 | DN250 | DN200 | DN150 | DN150 | 9.9/8.4 | 3.8/2.8 | 2.9/2.4 |
| DAF-070 | 70 | DN250 | DN200 | DN150 | DN150 | 10.5/9 | 3.8/2.8 | 2.9/2.4 |
| DAF-080 | 80 | DN250 | DN250 | DN150 | DN150 | 10.8/9.4 | 4/3 | 2.9/2.4 |
| DAF-100 | 100 | DN300 | DN250 | DN150 | DN150 | 12.5/11.4 | 4.4/3.4 | 2.9/2.4 |
| DAF-120 | 120 | DN300 | DN250 | DN150 | DN150 | 12.5/11.4 | 4.4/3.4 | 2.9/2.4 |
VI. Key Considerations for Daily Operations
Stable operation habits are the guarantee for the long-term operation of equipment. During daily operations, it is strictly prohibited to operate the equipment with faults or hidden dangers. If there are abnormal pressures, mechanical noises, water quality exceeding standards, etc., the equipment must be stopped for inspection in a timely manner to avoid small faults escalating into major problems such as equipment damage and water quality exceeding standards.
The adjustment of operation parameters should be carried out gradually and not drastically change core parameters such as dissolved air pressure, reflux ratio, and dosage of chemicals. Large-scale adjustments are very likely to cause imbalance in the air-water system and failure of flocculation, resulting in a sudden drop in the treatment effect. At the same time, the operation plan should be adjusted according to seasonal changes. In winter, when the water body viscosity increases due to low temperatures, the bubble adsorption efficiency decreases, and the dissolved air pressure and chemical dosage can be appropriately increased. In summer, when water quality fluctuates greatly, the frequency of water quality testing should be increased to dynamically optimize the operation parameters.
In addition, it is necessary to strictly implement safety operation norms, regularly check the operating status of pressure vessels and electrical equipment, and operators must strictly follow operation norms to avoid equipment failures and safety risks, ensuring the safe, efficient, and cost-effective operation of the entire wastewater treatment system.
VII. Summary
Overall, the operational stability of the dissolved air flotation equipment depends entirely on meticulous operation management. Precise parameter control, regular graded maintenance, and rapid fault detection are the core methods to solve most DAF operation problems. Many wastewater treatment stations only focus on starting the equipment and ignore daily maintenance and parameter optimization, ultimately resulting in frequent equipment failures, high operation costs, and difficulty in achieving stable water quality compliance. Implementing standardized operation procedures can not only continuously ensure the treatment effect but also effectively reduce equipment wear, reduce downtime and maintenance costs, and is the key to improving the operational efficiency of DAF processes in various industrial and municipal wastewater treatment plants.
If you have any needs for dissolved air flotation, please feel free to contact us!

Name: Ashely Li
Mobile:+8613961861780
Tel:+8613961861780
Whatsapp:8613961861780
Email:info@dagyee.com
Add:Room 302, Building 11-4, Hongyi Road, Xinan Town, Xinwu District, jiangsu Province, China