 English
English Chinese
Chinese
info@dagyee.com
+8613961861780



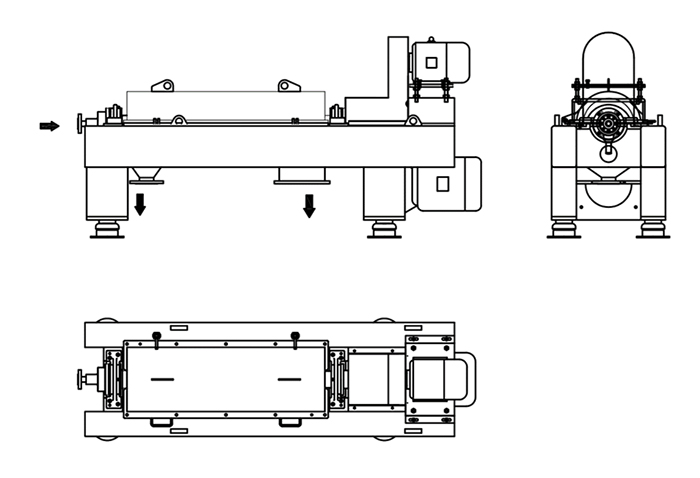
Solid Bowl Scroll Centrifuge Description
When solid/liquid mixtures with a high portion of solids need to be separated, decanter centrifuges are the solution of choice. In contrast to chamber filter presses, these solid shell scroll centrifuges or decanters operate continuously. High centrifugal forces separate the finely distributed solid particles from the suspension.
The modular design of our decanters makes them useful in a wide variety of industries throughout the world – from Australia to Zambia. The centrifuges are adapted optimally to the specific application. Applications range from sludge dewatering to classification or wet classification to the sorting of solids.

Solid Bowl Scroll Centrifuge Model
Model
Drum diameter
mm
Length
mm
Maximum speed
rpm
Hightest separation
factor g
Mixture capacity
m3/h
Motor Power
Kw
LW250-900
250
900
5000
3500
0.5-3
11/5.5
LW350-1500
350
1500
3800
2850
1-5
18.5/5.5
LW400-1200
400
1200
3400
2581
1-8
22/7.5
LW400-1600
400
1600
3400
2581
2-10
22/7.5
LW400-1800
400
1800
3400
2581
2-12
22/7.5
LW450-1800
450
1800
3200
2572
5-20
30/7.5
LW450-2000
450
2000
3200
2572
5-25
30/7.5
LW530-2280
530
2280
2800
2350
10-50
45/15
LW600-2400
600
2400
2600
2265
15-65
55/18.5
LW650-2600
650
2600
2400
2100
20-80
55/90
LW720-2500
720
2500
2200
1950
25-90
75/90
LW800-2560
800
2560
2000
1800
30-100
90/132
LW800-3200
800
3200
2000
1800
30-110
90/132
LW900-3200
800
3200
1800
1650
30-150
132/200
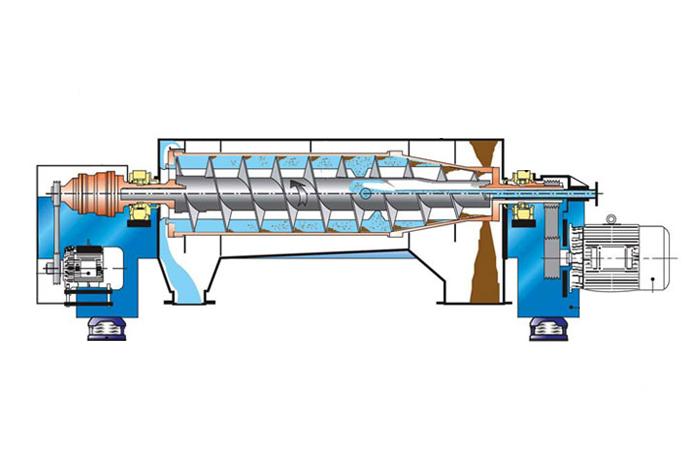
Solid Bowl Scroll Centrifuge Technical
The operating principle behind a solid bowl scroll centrifuge is elegantly simple yet incredibly effective:
The mixture (feed) enters through the central feed tube into the rotating bowl
Centrifugal force pushes heavier particles outward against the bowl wall
The screw conveyor continuously scrapes these solids toward the conical end
Clarified liquid flows toward the opposite end and exits through dedicated ports
Dried solids discharge through separate openings at the conical end
This continuous separation process happens at impressive speeds – typically between 3,000 to 4,000 RPM – creating centrifugal forces that can exceed 3,000 times gravity.
Solid Bowl Scroll Centrifuge Features
The Flottweg Simp Drive regulates the differential speed of the screw conveyor according to the load. If the differential speed is too low, there is a risk of blockage. With the correct setting, the system protects against overload and blockage. If the separation space is to be sealed against the atmosphere, Flottweg offers various sealing systems: atmospheric centrifuges, vapour-tight centrifuges, inert centrifuges. Various monitoring systems control vibration and speed. Critical operating conditions can thus be avoided and relevant safety standards complied with. Optionally, the storage temperature of the decanter centrifuge can also be monitored to prevent storage damage.
Avoidance of emissions to the environment or contamination of the product from the environment by means of closed construction design
protection against overload and blockage
Vibration, speed and temperature monitoring possible
Flottweg decanter centrifuges are continuously operating industrial centrifuges. Modern automation options reduce the effort needed to operate the system to a minimum. This means that our decanter centrifuges, which are used in the pharmaceutical, biotechnology and food industries, can be easily integrated into CIP systems. Monitoring the individual functions and the interaction of the individual components plays an important role in the automation of processes. Our new control interface InGo is easy to understand and shows the most important parameters at a glance. InGo was awarded the German Design Award 2018 in recognition of its ease of use. Our Simp Control safety and control module is also equipped with the InGo interface. Thanks to Simp Control, we can guarantee our customers worldwide identical global machine performance and safety technology.
minimal operator effort due to continuous and automatic operation
Integration into CIP systems possible
uniform and intuitive machine and system control
Solid Bowl Scroll Centrifuge Application
Decanter centrifuges have found their way into virtually every industry that requires separation technology. Let’s explore their most important applications:
Wastewater Treatment
In municipal and industrial wastewater treatment, decanter centrifuges play a crucial role in:
Sludge Dewatering: Reducing water content in sewage sludge by up to 80%, dramatically decreasing disposal volume and costs
Thickening Operations: Increasing solids concentration before further treatment
Phosphorus Recovery: Separating valuable phosphorus compounds for recycling
A medium-sized wastewater treatment plant processing 10 million gallons daily might recover 20-30 tons of dewatered biosolids through decanter centrifugation – material that can be composted or used for energy generation rather than sent to landfills.
Oil and Gas Industry
Decanter centrifuges serve as critical equipment in:
Drilling Mud Recycling: Removing drill cuttings from expensive drilling fluids for reuse
Produced Water Treatment: Separating oil, water, and solids from production streams
Oilfield Waste Management: Processing various waste streams to recover valuable components
One offshore drilling platform might process over 100,000 gallons of drilling mud daily through decanter centrifuges, recovering 95% of expensive base fluids while properly managing waste solids.
Food and Beverage Processing
From your morning orange juice to cooking oils, decanter centrifuges enable:
Fruit Juice Clarification: Removing pulp and particulates for clear juices
Vegetable Oil Extraction: Separating oils from seeds and fruits
Brewery Operations: Clarifying wort and recovering beer from tank bottoms
A large olive oil producer can process 5-10 tons of olives per hour using three-phase decanter centrifuges, simultaneously separating the oil, vegetable water, and solid pomace without chemical additives.
Chemical Processing
Chemical manufacturers rely on decanter centrifuges for:
Product Recovery: Capturing valuable solids or liquids from process streams
Catalyst Separation: Recovering expensive catalysts for reuse
Crystallization: Separating crystallized products from mother liquor
Pharmaceutical and Biotechnology
In the most demanding separation environments, decanter centrifuges provide:
Biomass Recovery: Harvesting cells or microorganisms from fermentation broths
Protein Precipitation: Separating precipitated proteins from solutions
API Recovery: Isolating active pharmaceutical ingredients
Mining and Minerals Processing
Decanter centrifuges handle challenging mineral separations including:
Coal Processing: Dewatering fine coal particles
Mineral Slurry Dewatering: Reducing moisture content in various mineral concentrates
Tailings Management: Processing mining waste for water recovery and volume reduction


Name: Ashely Li
Mobile:+8613961861780
Tel:+8613961861780
Whatsapp:8613961861780
Email:info@dagyee.com
Add:Room 302, Building 11-4, Hongyi Road, Xinan Town, Xinwu District, jiangsu Province, China



