 English
English Chinese
Chinese
info@dagyee.com
+8613961861780

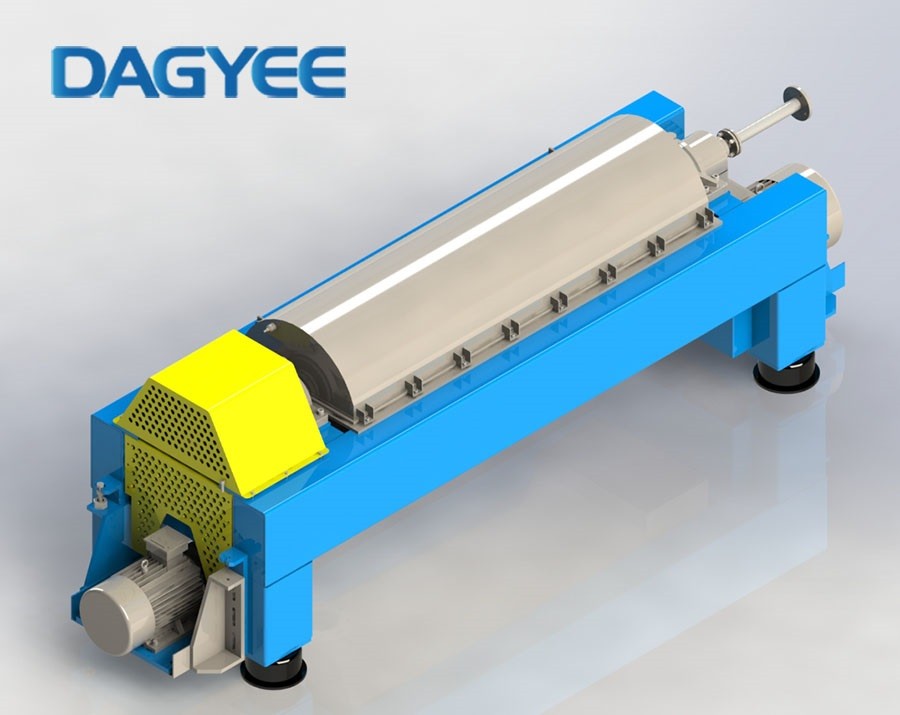

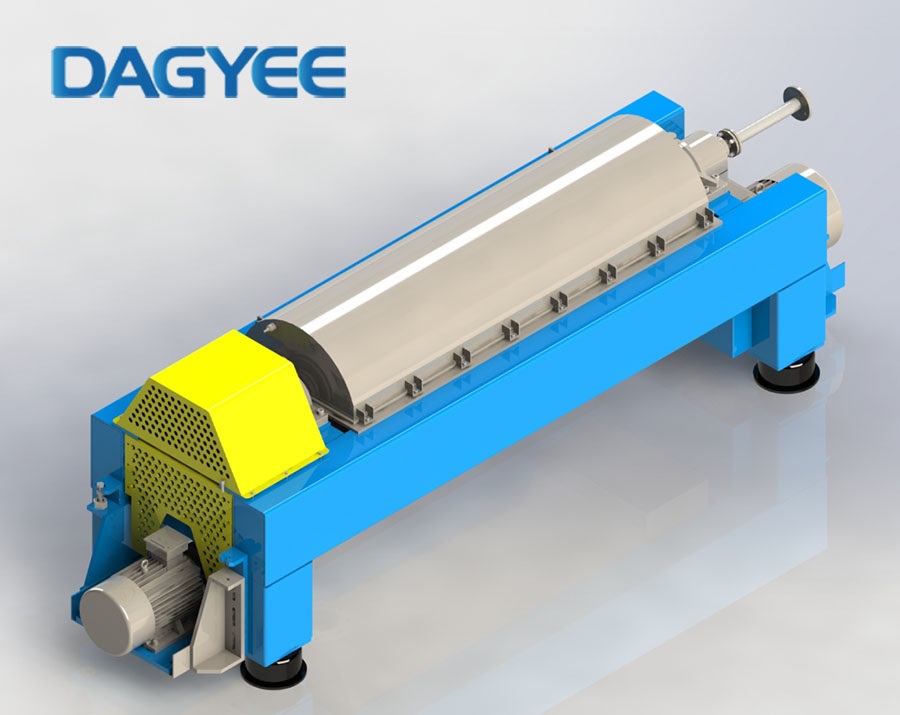
Decanter centrifuge descriptions
A decanter centrifuge, also known as a horizontal bowl centrifuge, solid bowl centrifuge or scroll centrifuge, is a machine used to separate a solid material from a liquid(s) using a high-speed and continual rotational process. While wastewater treatment of biosolids is a primary application, the separation of one solid material from one liquid (2-phase dewatering) in a slurry is also important for a number of industries including chemical, food, oil, and mining to name a few.
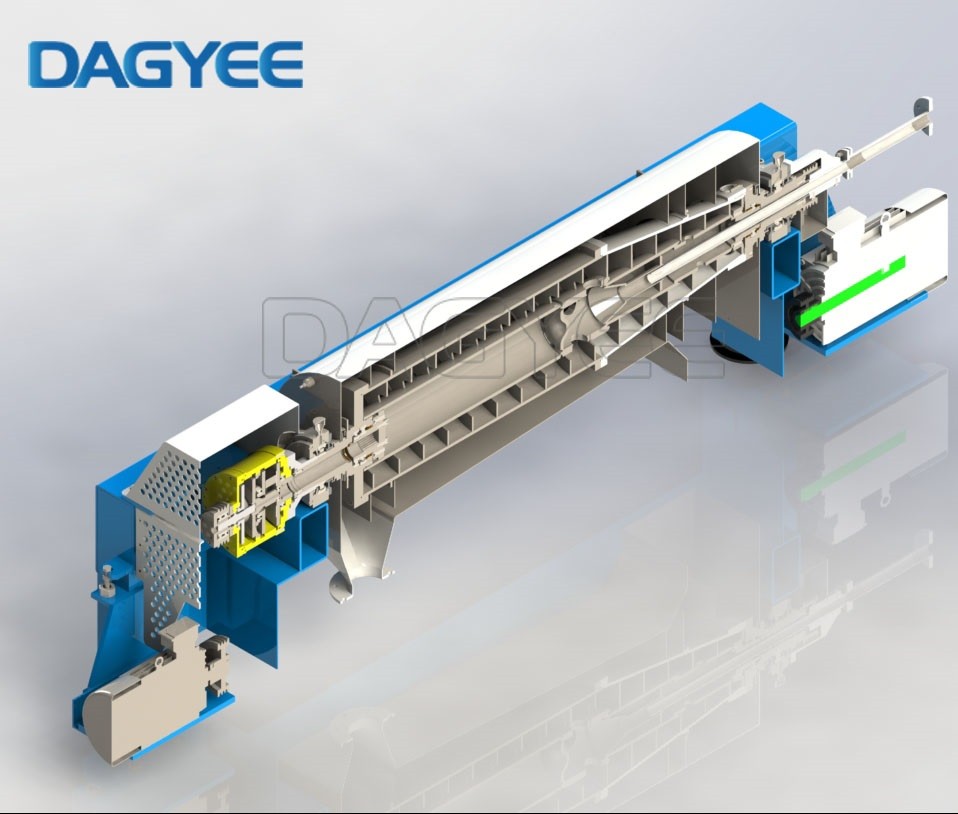
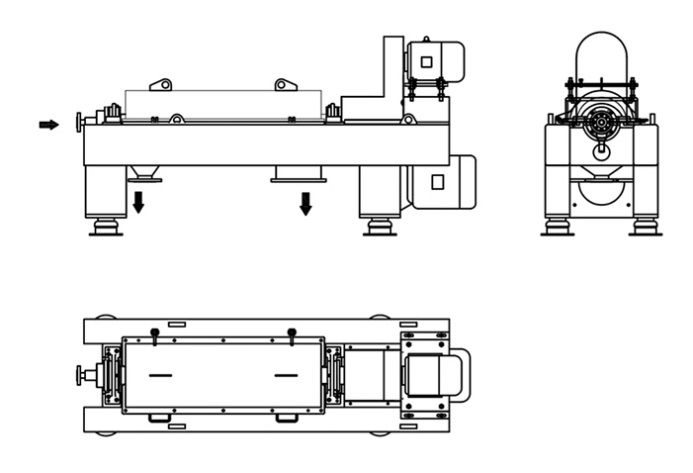
How does a decanter centrifuge work?
The operating principle behind a decanter centrifuge is elegantly simple yet incredibly effective:
The mixture (feed) enters through the central feed tube into the rotating bowl
Centrifugal force pushes heavier particles outward against the bowl wall
The screw conveyor continuously scrapes these solids toward the conical end
Clarified liquid flows toward the opposite end and exits through dedicated ports
Dried solids discharge through separate openings at the conical end
This continuous separation process happens at impressive speeds – typically between 3,000 to 4,000 RPM – creating centrifugal forces that can exceed 3,000 times gravity.
Decanter centrifuge advanced operation capabilities
Clarification
Clarification removes suspended solids from a liquid of lower density across a particle size range from 1 to 10,000 microns. By increasing centrifugal force, even submicron particles can be separated, making this process ideal for high-purity applications in chemicals, mining, and waste management.
Classifying
Through controlled reduction of residence time, the decanter achieves sharp separation cuts for particle-size classification down to the submicron range. This capability is essential for processes requiring precise particle distribution and custom engineering solutions.
Liquid/liquid separation
The efficiently separates immiscible liquid phases of different densities, with or without solids present. This is critical for oil recovery and industrial wastewater treatment, where mechanical dewatering and centrifugal separation reduce reprocessing and disposal costs.
Thickening
Fine solids separated from the liquid can be thickened in a hindered settling mode, utilizing the cylindrical section of the bowl for maximum compression. This improves solids handling and reduces downstream load, contributing to operational efficiency.
Compression and dewatering
Compactive dewatering combines drainage and compression to achieve a higher degree of dryness, even with compressible solids. The degree of dewatering depends on solids characteristics, machine settings, and required dryness levels. Optimized conveyor and cone geometry, along with differential speed control, ensure stable discharge of pasty or shear-sensitive solids—key for waste management and cost reduction.
Counter-current washing
Integrated washing systems allow efficient, cost-effective removal of contaminants by separate discharge of wash liquor over multiple sections. This reduces chemical and water consumption, aligning with sustainability and process optimization goals.
Mixing and re-suspension
Special discharge geometries enable solids to be mixed with liquid directly at the outlet, eliminating the need for additional mixing vessels. This feature simplifies plant design and enhances operational efficiency.
Automation and innovation
Control systems for smart operation
Control systems stabilize separation quality, automate setpoints, and provide diagnostics that support predictive service strategies. As the “brain” behind the process, strengthens industrial automation and helps maintain equipment reliability through better visibility, alarms, and optimization tools.
Engineered for tough conditions
A broad choice of materials of construction, wear protection, and sealing options extends service life in abrasive or corrosive duties. Features like CIP, optimized bearings and seals, and gas-tight/pressurized casings are designed to lower maintenance effort while keeping performance high.
Options that boost performance
Depending on application, It can be equipped with energy-recovery weir plates, specialized feed systems to reduce particle breakage, and multiple drive/gearbox configurations—each selected to match duty conditions and performance targets.
Decanter centrifuge specifications
| Model |
Drum diameter mm |
Length mm |
Maximum speed rpm |
Highest separation factor g |
Mixture capacity m³/h |
|---|---|---|---|---|---|
| LW250-900 | 250 | 900 | 5000 | 3500 | 0.5-3 |
| LW350-1500 | 350 | 1500 | 3800 | 2850 | 1-5 |
| LW400-1200 | 400 | 1200 | 3400 | 2581 | 1-8 |
| LW400-1600 | 400 | 1600 | 3400 | 2581 | 2-10 |
| LW400-1800 | 400 | 1800 | 3400 | 2581 | 2-12 |
| LW450-1800 | 450 | 1800 | 3200 | 2572 | 5-20 |
| LW450-2000 | 450 | 2000 | 3200 | 2572 | 5-25 |
| LW530-2280 | 530 | 2280 | 2800 | 2350 | 10-50 |
| LW600-2400 | 600 | 2400 | 2600 | 2265 | 15-65 |
| LW650-2600 | 650 | 2600 | 2400 | 2100 | 20-80 |
| LW720-2500 | 720 | 2500 | 2200 | 1950 | 25-90 |
| LW800-2560 | 800 | 2560 | 2000 | 1800 | 30-100 |
| LW800-3200 | 800 | 3200 | 2000 | 1800 | 30-110 |
| LW900-3200 | 800 | 3200 | 1800 | 1650 | 30-150 |
Why choose the DAGYEE decanter centrifuge?/Decanter centrifuge advantages
Higher Processing Capacity
Modern decanter centrifuges process impressive volumes in compact footprints:
Small units handle 1-5 m³/hour
Medium-sized units process 5-50 m³/hour
Large industrial units can exceed 100 m³/hour
This throughput dwarfs what’s possible with traditional settling or filtration systems of comparable size.
Superior Separation Efficiency
With G-forces exceeding 3,000 times gravity, decanter centrifuges capture particles as small as 2-5 microns – performance impossible with conventional separation methods. This efficiency translates to:
Clearer liquid phases
Drier solid phases
Higher recovery rates of valuable materials
Continuous Operation Capability
Unlike batch processing technologies, decanter centrifuges operate continuously with minimal interruptions:
24/7 operation potential
Reduced labor requirements
Consistent product quality
Lower overall operating costs per unit processed
Smaller Footprint
A decanter centrifuge processing 20 m³/hour might occupy just 10-15 square meters of floor space – a fraction of what settling tanks or filter presses would require for equivalent capacity. This space efficiency proves particularly valuable in:
Offshore platforms
Urban treatment facilities
Retrofit installations with limited space
Automation and Process Control
Modern decanter centrifuges feature sophisticated control systems that deliver:
Automated operation adjustments based on feed variations
Remote monitoring and operation
Precise control over separation parameters
Data collection for process optimization

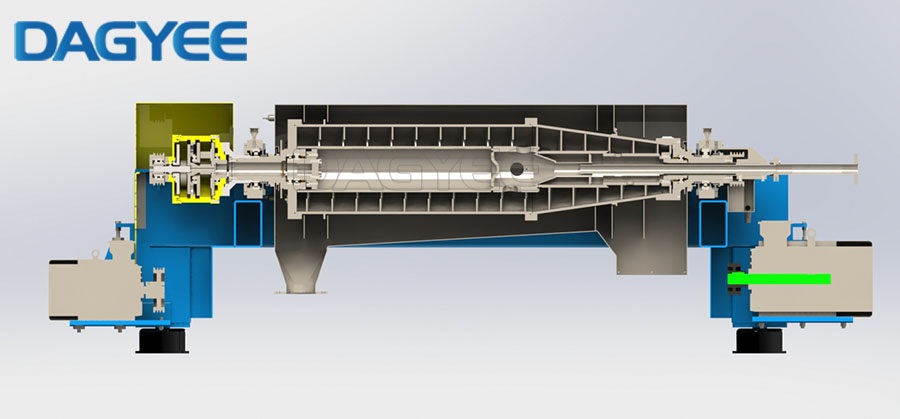
Decanter centrifuge key features

Decanter centrifuge applications
Decanter centrifuges have found their way into virtually every industry that requires separation technology. Let’s explore their most important applications:
Wastewater Treatment
In municipal and industrial wastewater treatment, decanter centrifuges play a crucial role in:
Sludge Dewatering: Reducing water content in sewage sludge by up to 80%, dramatically decreasing disposal volume and costs
Thickening Operations: Increasing solids concentration before further treatment
Phosphorus Recovery: Separating valuable phosphorus compounds for recycling
A medium-sized wastewater treatment plant processing 10 million gallons daily might recover 20-30 tons of dewatered biosolids through decanter centrifugation – material that can be composted or used for energy generation rather than sent to landfills.
Oil and Gas Industry
Decanter centrifuges serve as critical equipment in:
Drilling Mud Recycling: Removing drill cuttings from expensive drilling fluids for reuse
Produced Water Treatment: Separating oil, water, and solids from production streams
Oilfield Waste Management: Processing various waste streams to recover valuable components
One offshore drilling platform might process over 100,000 gallons of drilling mud daily through decanter centrifuges, recovering 95% of expensive base fluids while properly managing waste solids.
Food and Beverage Processing
From your morning orange juice to cooking oils, decanter centrifuges enable:
Fruit Juice Clarification: Removing pulp and particulates for clear juices
Vegetable Oil Extraction: Separating oils from seeds and fruits
Brewery Operations: Clarifying wort and recovering beer from tank bottoms
A large olive oil producer can process 5-10 tons of olives per hour using three-phase decanter centrifuges, simultaneously separating the oil, vegetable water, and solid pomace without chemical additives.
Chemical Processing
Chemical manufacturers rely on decanter centrifuges for:
Product Recovery: Capturing valuable solids or liquids from process streams
Catalyst Separation: Recovering expensive catalysts for reuse
Crystallization: Separating crystallized products from mother liquor
Pharmaceutical and Biotechnology
In the most demanding separation environments, decanter centrifuges provide:
Biomass Recovery: Harvesting cells or microorganisms from fermentation broths
Protein Precipitation: Separating precipitated proteins from solutions
API Recovery: Isolating active pharmaceutical ingredients
Mining and Minerals Processing
Decanter centrifuges handle challenging mineral separations including:
Coal Processing: Dewatering fine coal particles
Mineral Slurry Dewatering: Reducing moisture content in various mineral concentrates
Tailings Management: Processing mining waste for water recovery and volume reduction

Contact us:
Company: Wuxi Dajiang Environmental Technology Co., Ltd. DAGYEE
Phone/WhatsApp:+8613961861780
Email: info@dagyee.com
Website: www.dagyee.com

Name: Ashely Li
Mobile:+8613961861780
Tel:+8613961861780
Whatsapp:8613961861780
Email:info@dagyee.com
Add:Room 302, Building 11-4, Hongyi Road, Xinan Town, Xinwu District, jiangsu Province, China



